
Strukturen
Die Mechanische Werkstatt war in den letzten Jahrzehnten ihres Bestehens relativ einfach gegliedert.
Es gab Meisterbereiche entsprechend der Spezialisierung der Leistung, welche teilweise in Brigaden unterteilt waren.
Die Vorbereitung der Arbeiten wurde in Abstimmung mit den Betreibern der Tagebaue bzw. Veredlungsanlagen durch die Werkstatttechnologen unter Führung des Betriebsingenieurs durchgeführt. Die Gesamtbelegschaft lag bei ca. 250 Arbeitskräften.


Die letzte belegbare Struktur der Mechanischen Werkstatt Laubusch. ( aus 1992?)
Arbeit und Soziales
Die meisten Bereiche arbeiteten im unterbrochenen Dreischicht-System. Das bedeutete am Sonnabend war nur die Frühschicht besetzt und der Rest des Tages und Sonntags wurde nicht gearbeitet. Seit 1967 gab es für alle eine 5 Tage Arbeitswoche.
Die Arbeitszeit betrug im Schichtbetrieb 8 Stunden, bei ausschließlich nur Tagschicht 8,75 Stunden.
Die Anzahl der Urlaubstage lag bis zu 32 Tage im Jahr. Frauen erhielten im Monat jeweils einen Haushaltstag und das schon seit 1952.
Der Verdienst lag in den 80iger Jahren im Durchschnit bei 1280 Mark, im Schichtbetrieb noch höher.
Die Mieten lagen bei 0,80 bis 1,25 Mark pro m² warm, wer eine Betriebswohnung hatte noch weniger.
Die Betriebsküche versorgte alle, auch im Schitbetrieb mit vollwertigen Mahlzeiten für etwa eine Mark.
Das Renteneintrittsalter lag bei Frauen bei 60 Jahren und bei Männern bei 65 Jahren.
Die Meisterbereiche
Meisterbereich Schienenfahrzeuge

Foto: "Neue Halle" mit Schiebebühne als Zufahrt für 900mm Spur Schienenfahrzeuge

Im Meisterbereich wurden alle Schienenfahrzeuge der 900 mm Spur des Kombinates gewartet und instandgesetzt. Es gab die Brigade Wagenbau und die Brigade E-Lokbau.
Foto: Wagenkasten von den Drehgestellen demontiert, Kohlewagen 40t

Die Lokomotiven wurden mit 1200 V Gleichspannung betrieben. Die ersten Loks wurden bereits 1917 in Betrieb genommen und sind in ihrer Konstruktion bis zur Beendigung des Fahrbetriebes im Grunde so geblieben.
Foto: Letzte Fahrt der E-Loks im Juli 2014 (Quelle: LR online)
Viele werden sich an das klirrende Fahrgeräusch der Züge erinnern. Das lag aber nicht an unser schlechter Wartung, sondern hatte einen anderen Grund.
Da für die 8-Wagenzüge im Tagebau keine Wendemöglichkeit bestand, bzw die Loks nicht vor den Zug gekuppelt werden konnten, wurden die Züge aus dem Tagebau heraus geschoben. Das bedeutete, dass sich der Lokführer in der Lok am Ende des Zuges befand und keine direkte Sicht auf den Fahrweg hatte. Damit man den Zug hören konnte, wurden um die Achsen der Wagen sogenannte Klangringe befestigt. Sie kündigten das Kommen der Züge an.

Foto: Schiebebühnenzufahrt zur Halle
Meisterbereich Baggerschlosser

Foto: Neue Halle, Bereich Baggerschlosser war im Südteil der Halle untergebracht
Quelle: Fotozirkel/Heimatverein Laubusch

Alle mechanischen Baugruppen aus den Tagebauen des Kombinates wurden hier repariert. Einen Schwerpunkt stellten die Getriebe dar. Mit der Inbetriebnahme der
F 60 m Förderbrücke im Tagebau Nochten kamen Getriebeblöcke nach Laubusch zur Reparatur, welche eine Leistungsübertragung von 2000 kW ermöglichten.
Foto: Lagerdemontage

Foto: Bandgetriebe geöffnet
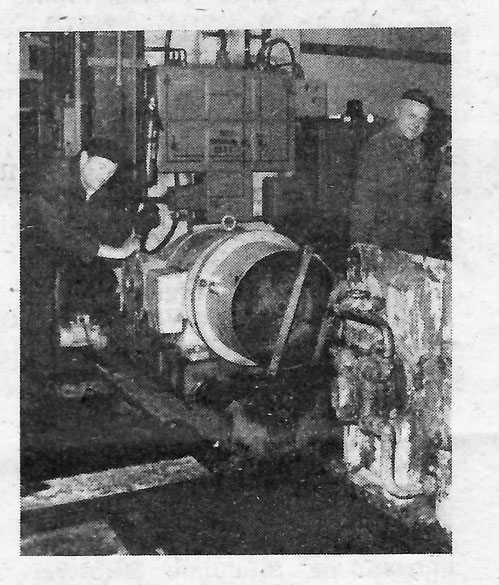
Foto: Getriebeprüfstand, ein Produkt des eigenen Ratiomittelbaus.
Der Prüfstand gestattete es alle Getriebe vor Auslieferung nach der Reparatur in der Werkstatt zu Prüfen.
Quelle: Das Kollektiv 1989


Foto: Reparatur Bandgetriebe Förderbrücke F60 Nochten
Meisterbereich Schweißerei
Der Meisterbereich Schweißerei bestand aus zwei Brigaden, der eigentlichen Schweißerei und der Baugruppenaufarbeitung.
Da die Maschinenbaubetriebe kaum Ersatz- und Verschleißteile lieferten, wurde die Aufarbeitung von Verschleißteilen eine für das Kombinat überlebenswichtige Aufgabe. Es galt die Schweißverfahren rationeller zu gestalten. Das wurde durch Schweißautomaten als auch mit frei programmierbaren Robotern erreicht. Das betraf beispielsweise das automatische Schweißen von Grundwinkeln für die Eimerkettenbagger, das Schweißen an Rundteilen wie Bandtrommeln und -rollen und Auftragsschweißungen auf Eimerecken für Baggerschaufeln. Diese Leistungen wurden teilweise für alle Braunkohlenbetriebe erbracht.
Schweißverfahren: Metall-Inertgas Schweißen (MIG)
Wolfram-Inertgas Schweißen (WIG)
Metall-Aktivgas Schweißen (MAG)
Unter-Pulver-Schweißen (UP)

Foto: Inbetriebnahme des ersten Längsschweißautomaten 1982
Unter-Pulver-Schweißanlage zum Schweißen von Grundwinkeln für Eimerkettenführungen auf Tagebaugeräten

In Zusammenarbeit mit dem "VEB Zentraler Industrieanlagenbau der Metallurgie" wurde ein Roboter ZIM 60 für Aufschweißarbeiten an Eimerecken der Eimerketten der großen Kettenbagger
Es 3150/3750 konfiguriert und in Eigenleistung in Betrieb genommen.
Die Besonderheit war, dass erstmalig Röhrchendraht als Schweißdraht benutzt wurde, welcher das Schweißpulver bereits beinhaltete.
Foto: ZIM 60-1 Quelle: robotron-technik

Ein ZIM 15 war der zweite "Robotereinsatzfall" im Meisterbereich Schweißtechnik
Foto: ZIM 15 Quelle: robotron-technik
Meisterbereich Stahlbau

Foto: Stahlbauhalle, das frühere Baggermagazin mit Außenkrananlage
Quelle: Fotozirkel/Heimatverein Laubusch
Der Bereich Stahlbau nahm ständig an Bedeutung zu. Das resultierte aus der Vergrößerung der Tagebaukapazitäten und den Leistungserhöhungen der Tagebaugeräte. Dazu kamen Rekonstruktionsmaßnahmen in den Veredlungsanlagen. Havarien, insbesondere an alten Baggern, waren nicht selten. Da die Werkstatt noch das Handwerk und die Fähigkeit der Herstellung von Nietkonstruktionen beherrschte, wurden immer wieder nach alten Zeichnungen derartige Baugruppen errichtet. Mit dem Jahr 1980 erhielt die Werkstatt die Genehmigung auch tragende Konstruktionen in Schweißtechnologie herzustellen. Das erforderte dann auch einen entsprechenden Korrosionsschutz für die gefertigten Konstruktionen und hatte auch Auswirkungen, wie den Bau einer Farbspritzanlage und Leistungserhöhungen in anderen Meisterbereichen, wie beispielsweise im Zuschnitt zur Folge.




Meisterbereich Zuschnitt

Foto: Innerbetrieblicher Transport ab Zuschnitt/ Eisenlager
Quelle: Fotozirkel/Heimatverein Laubusch
Dieser Bereich sicherte die materialseitige Vorbereitung für viele andere Bereiche, insbesondere aber die für den Stahlbau. Die maschinelle Ausrüstung war darauf eingestellt. So waren zwei optoelektronische Brennschneidmaschinen im Einsatz. Mit ihnen konnte fast jede Form aus Stahlblechen geschnitten werden und das bei Materialstärken bis 100 mm. Ergänzt wurde das durch eine große Metallschere, eine hydraulische Abkanntbank zum Formen von Blechen und weiteren Maschinen. Später kam das Brennschneiden mittels Plasmabrennern dazu. Damit konnte auch unter Wasser gebrannt werden, was die Arbeitsbedingungen der Kumpels verbesserte. Eine in Eigenleistung durch den Ratiomittelbau errichtete Durchlaufstrahlanlage schuf die Voraussetzung für einen qualitätsgerechten Stahlbau.

Quelle: Das Kollektiv 1989

Brennschneidmaschine im Jahr 1967
Meisterbereich Zerspanung

Foto: Im Vordergrund die Halle 3, Zerspanung
Quelle: Fotozirkel/Heimatverein Laubusch
Die gigantischen Ausmaße der neuen Tagebaugeräte stellten das Problem in der Zerspanung dar. Die vorhandenen Zerspanungsmaschinen waren nicht die neuesten und für die Arbeiten nicht mehr die richtigen. Als Ergebnis dessen, wurden durch ein kleines Kollektiv von spezialisierten Schlossern die Maschinen instand gesetzt, aber auch neue Maschinen angeschafft.

Der Langhobel ergab große Einsatzmöglichkeiten, die auch von anderen Betrieben in Kooperation genutzt wurden.
Arbeitslänge maximal 6 m

Drehmaschine mit einem Planscheibendurchmesser von 2,50 m. Zum Zeitpunkt war das einmalig im Kombinat.
Quelle: Das Kollektiv 1989

Meisterbereich Rationalisierungsmittelbau

Foto: Umformergebäude, erste Werkstatt des Braunkohlewerkes
Nach Auszug der Dieselwerkstatt wurde es der Rationalisierungsmittelbau
Quelle: Fotozirkel/Heimatverein Laubusch
Die Bildung des Meisterbereiches Rationalisierungsmittelbau im Jahr 1988 wurde nicht als eine allgemeine Forderung der Staatsführung gesehen, sondern war eine Notwendigkeit, die Effektivität der eigenen Arbeit zu erhöhen. Mit dem Freiwerden des Umformergebäudes durch den Auszug der Diesel-/Autowerkstatt war die Möglichkeit gekommen, diesen Meisterbereich dort einzurichten. Viele wichtige Vorhaben wurden durchgeführt. So zum Beispiel der Einsatz von Schweißrobotern ZIM 60 in der Schweißerei, Einsatz einer Auswuchtvorrichtung für die reparierten Bandtrommeln, Nutzung von Endoskopen im E-Lokbau und im Getriebebau, die Fertigung einer Strahlanlage für den Bereich Zuschnitt. Die Eigenentwicklung eines Getriebeprüfstandes zur Sicherung der Reparaturqualität der Getriebe der Tagebaugeräte.

Mit dem Zentralinstitut für Schweißtechnik Halle wurde der Einsatz eines Schweißportals für den Bereich Stahlbau vorbereitet. Damit sollte eine Fertigung von Grundwinkeln (Führungswinkel für Eimerketten) erfolgen. Die Anlage kam nicht mehr in Betrieb.
Das Foto zeigt eine ähnliche Anlage.
Foto: Roboter IR2P Quelle: robotron-technik
Meisterbereich Dieselwerkstatt/Autowerkstatt

Foto: Belegschaft der Dieselwerkstatt
Quelle: Fotozirkel/Heimatverein Laubusch
Auch dieser Meisterbereich musste sich ständig den veränderten Bedingungen anpassen. So wurde durch die bestehende Benzinknappheit notwendig, Fahrzeuge auf Dieselmotoren umzurüsten. Unzählige Geländefahrzeuge bekamen einen Multicarmotor. Selbst HON-Radlader wurden inklusive Hydraulik umgebaut, da neue Geräte nicht lieferbar waren. 1988 wurde die Werkstatt ausgegliedert und zog im gleichen Jahr nach Scado um.